 印刷機軸承F553575.01.NUP SEW型號
印刷機軸承F553575.01.NUP SEW型號  機床主軸軸承HCB7008-C-T-P4S-UL型號
機床主軸軸承HCB7008-C-T-P4S-UL型號  羅蘭印刷機F-27991.03.NKIA開牙球軸承
羅蘭印刷機F-27991.03.NKIA開牙球軸承  F-53125.02德國原裝進口海德堡印機滾針軸承00.550.0322
F-53125.02德國原裝進口海德堡印機滾針軸承00.550.0322 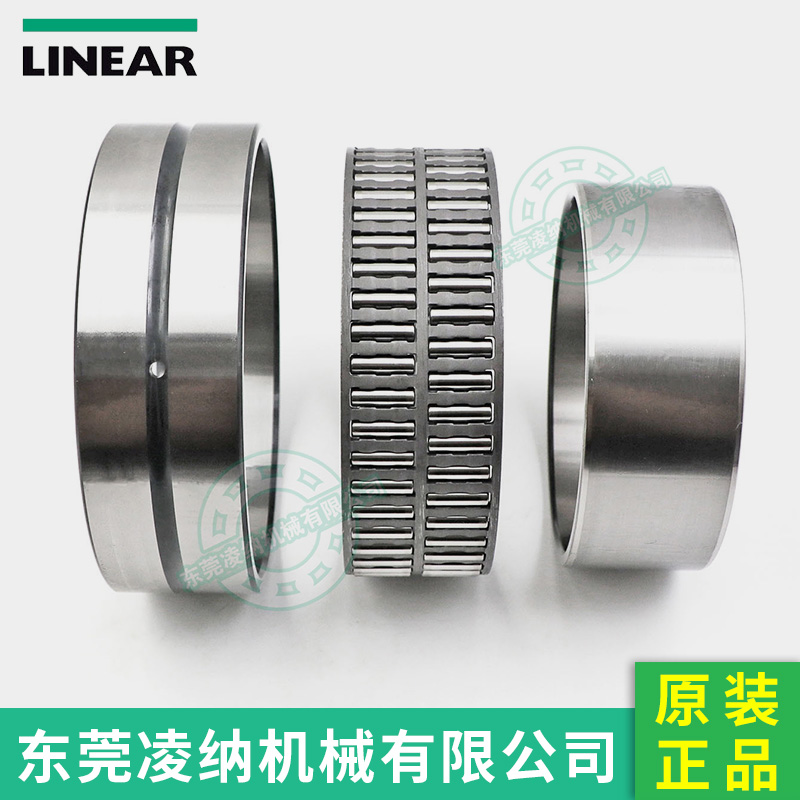 K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0622 東莞凌納現貨供應(圖文)
K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0622 東莞凌納現貨供應(圖文)  AXK5070 德國INA原裝 推力滾針軸承和保持架組件 推力軸承墊圈 東莞凌納現貨供應(圖文)
AXK5070 德國INA原裝 推力滾針軸承和保持架組件 推力軸承墊圈 東莞凌納現貨供應(圖文)  K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0620 東莞凌納現貨供應(圖文)
K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0620 東莞凌納現貨供應(圖文) 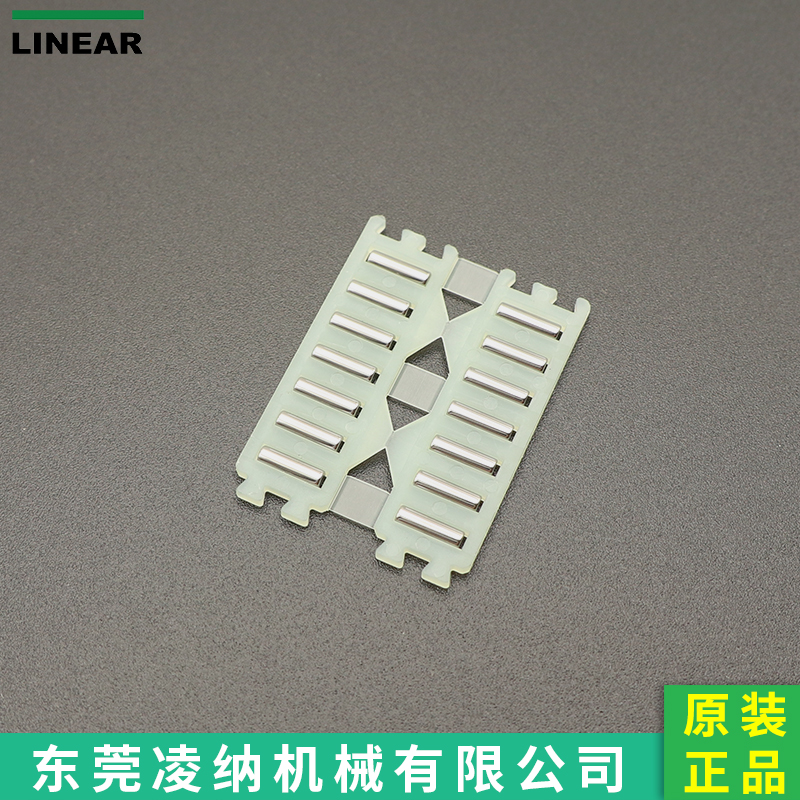 滾針平板保持架 FF2025-ZW 配件號 00.550.1267 現貨供應 東莞凌納機械(圖文)
滾針平板保持架 FF2025-ZW 配件號 00.550.1267 現貨供應 東莞凌納機械(圖文) 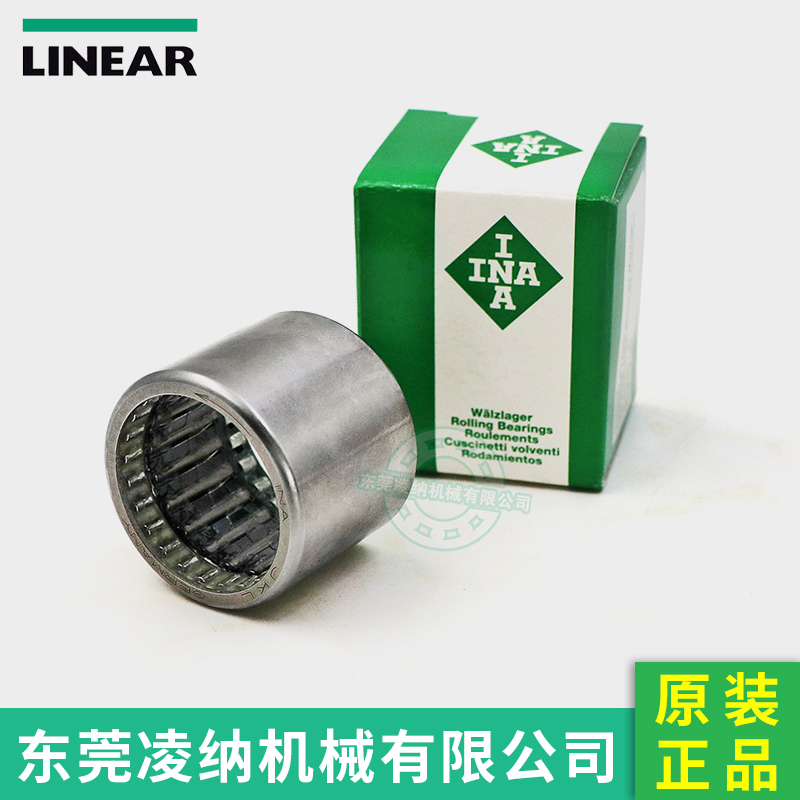 INA滾針軸承 HFL2530 配件號00.550.0944 東莞代理商(圖文)
INA滾針軸承 HFL2530 配件號00.550.0944 東莞代理商(圖文) 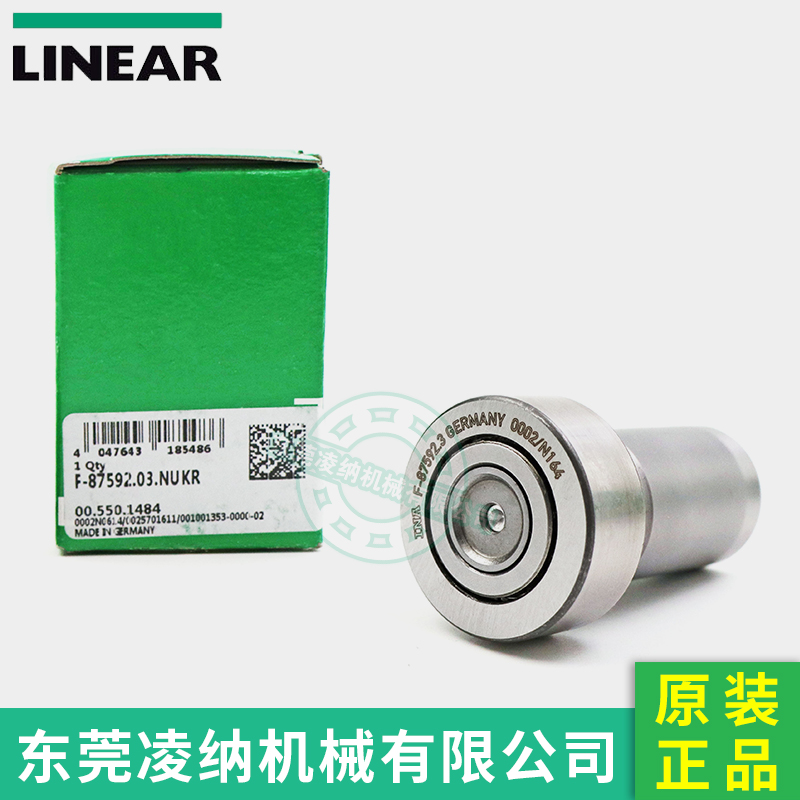 F-87592.03.NUKR 德國INA原裝進口 海德堡印刷機翻轉開牙球軸承 東莞凌納現貨
F-87592.03.NUKR 德國INA原裝進口 海德堡印刷機翻轉開牙球軸承 東莞凌納現貨 

鎖緊螺母:工業設計的鎖緊螺母鎖緊墊圈不完全適用于高精度的應用,因為比較寬的螺紋和的鄰接表面,這可能會導致軸變形和改變旋轉軸的制造公差。因此,軸承已經開發出了全系列的精密鎖緊螺母是非常嚴格的公差范圍內制造的。
這些簡單的安裝,定位準確,有效地軸的軸承和其他部件的設備,滿足機床應用的要求,無論在技術上和經濟上的。精密鎖緊螺母的一部分,標準產品分類,一般都是現貨供應。

①下螺母擰緊力矩定時,雙螺母聯接的防松效果取決與上螺母擰緊力矩的大小。
②雙螺母聯接系統的松弛曲線有三個明顯的特征段,實驗初期為一個迅速松弛階段,曲線表明鎖緊系統的部分預緊力在短時間內迅速釋放,時間大約在10分鐘左右,預緊力一般下降10%~20%;隨后出現一個相對穩定階段,在這段時間內預緊力有一個較長的相對穩定期。
第三階段是預緊力急速下降階段,當損失了相當的預緊力后,摩擦力降至某一臨界值,這時,螺母上產生的松退力矩超過了螺旋副中的摩擦力矩,螺母開始反轉,預緊力急劇下降。其中第二階段曲線表現形式在不同條件下有所不同,變形量有時比較平緩下降,有時呈階梯狀下降,這可能與兩個螺母之間的摩擦力有關,緊固件系統在振動一段時間后,摩擦力減小,緊固件發生松轉,預緊力下降。

螺母的工作原理是采用螺母和螺栓之間的摩擦力進行自鎖的。但是在動載荷中這種自鎖的可靠性就會降低。在一些重要的場合我們就會采取一些防松措施,保證螺母鎖緊的可靠性。鎖緊螺母就是其中的一種防松措施。鎖緊螺母的防松效果優劣主要取決于螺母與螺栓嚙合螺紋之間相互作用力。目前提高嚙合螺紋之間相互作用力的方式有很多種,比如施必牢螺母的螺紋結構改良,尼龍螺母的尼龍增糙,螺紋的表面處理等。
鎖緊螺母的機械性質的測試方法有如下幾種:
(一)、安全負荷就是像工作負荷一樣如工作負荷:是指人體在完成特定任務中的最大瞬間力量或在給定時間內可完成工作的量。在超負荷情況下容易產生操作忙亂造成差錯和事故等。應對不同的工作制定相應的工作負荷標準,以保證操作人員的安全、健康及業績。所以也要保證螺母螺帽在安全的負荷條件下進行操作不然會引發一系列問題:螺帽必須組合于測試螺栓或經硬化之螺紋軸桿上,螺帽所規定之安全負荷必須以軸向施於螺帽。(軸桿之硬度至少達洛氏硬度C45,且螺紋必須為3A級公差,此外,其外徑必須為最小外徑加0.002in之公差)。
1、試驗時夾頭的移動速度不應超過3mm/min,并持續15 秒鐘。
2、試驗時螺帽須能承受負荷而不應脫扣或斷裂。當去除載荷后,應可用手或借助扳手松開螺帽,但不得超過半扣。
(二)、心部硬度:硬度測試應自螺帽高度一半位置橫部,測量點應在承受面上牙外徑和一角的中點,也可在對邊的中心點距任一角1/3的距離點,取對角最少兩個硬度測試值的平均值作為該螺母的硬度值。
矯正螺母的差值是提高機床改造精度的又一方面。由于螺母內圈存在螺紋,因此每個螺母在擰緊后會存在一定的差值,可能會造成軸承存在些許傾斜和誤差。矯正這個差值可以通過擰緊螺母后修正偏差值的方式將誤差值降至最小。具體的操作方法是,首先將主軸軸承的螺母擰緊,測量是其偏轉的差值,并在螺母上標記出偏差的具體位置;其次將螺母擰下,在做出標記的位置按照記錄的偏差值打磨修正;然后再將螺母擰緊重新測量偏差值。通過反復重復這個過程直至主軸的旋轉精度達到標準為止。




外螺紋牙形是否符合標準?
1:用游標卡尺測量內外螺紋標準徑是否同一規格尺寸
2:碰傷或毛邊用鉆石去除即可
3:用游標卡尺測量內徑尺寸,用合格牙模測量內牙有效徑是否符合規范
4:用三線規和分厘卡檢查有效徑是否符合制造規范
5:檢查內、外螺紋左右旋是否一致

