 印刷機軸承F553575.01.NUP SEW型號
印刷機軸承F553575.01.NUP SEW型號  機床主軸軸承HCB7008-C-T-P4S-UL型號
機床主軸軸承HCB7008-C-T-P4S-UL型號  羅蘭印刷機F-27991.03.NKIA開牙球軸承
羅蘭印刷機F-27991.03.NKIA開牙球軸承  F-53125.02德國原裝進口海德堡印機滾針軸承00.550.0322
F-53125.02德國原裝進口海德堡印機滾針軸承00.550.0322 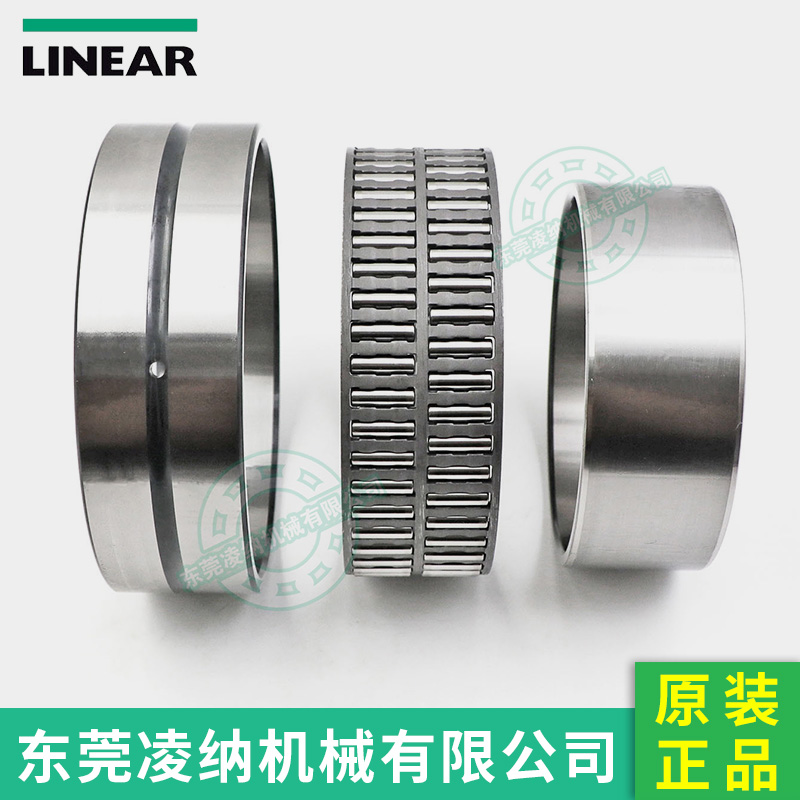 K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0622 東莞凌納現貨供應(圖文)
K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0622 東莞凌納現貨供應(圖文)  AXK5070 德國INA原裝 推力滾針軸承和保持架組件 推力軸承墊圈 東莞凌納現貨供應(圖文)
AXK5070 德國INA原裝 推力滾針軸承和保持架組件 推力軸承墊圈 東莞凌納現貨供應(圖文)  K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0620 東莞凌納現貨供應(圖文)
K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0620 東莞凌納現貨供應(圖文) 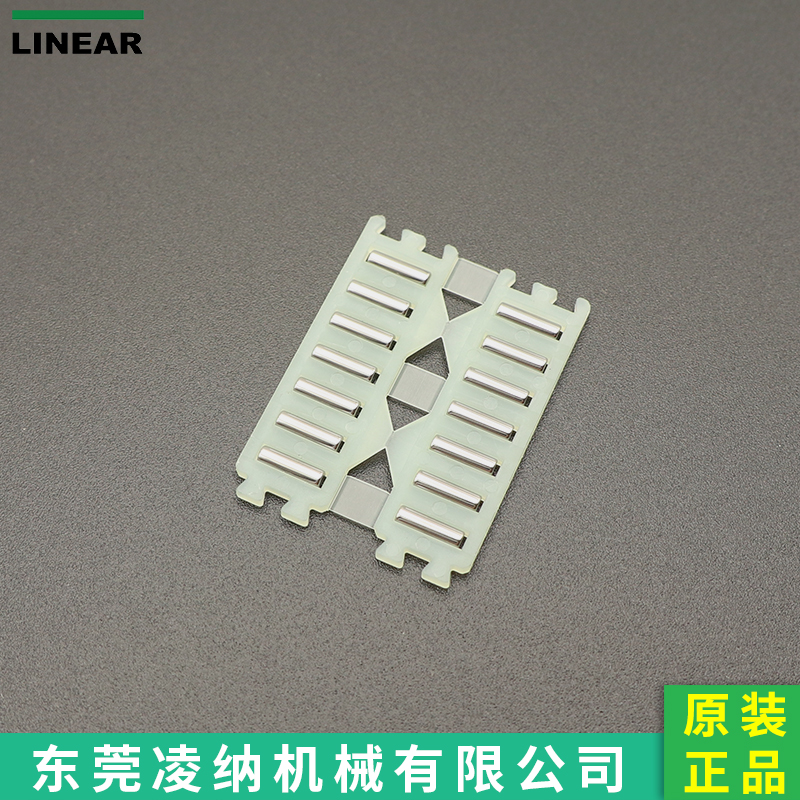 滾針平板保持架 FF2025-ZW 配件號 00.550.1267 現貨供應 東莞凌納機械(圖文)
滾針平板保持架 FF2025-ZW 配件號 00.550.1267 現貨供應 東莞凌納機械(圖文) 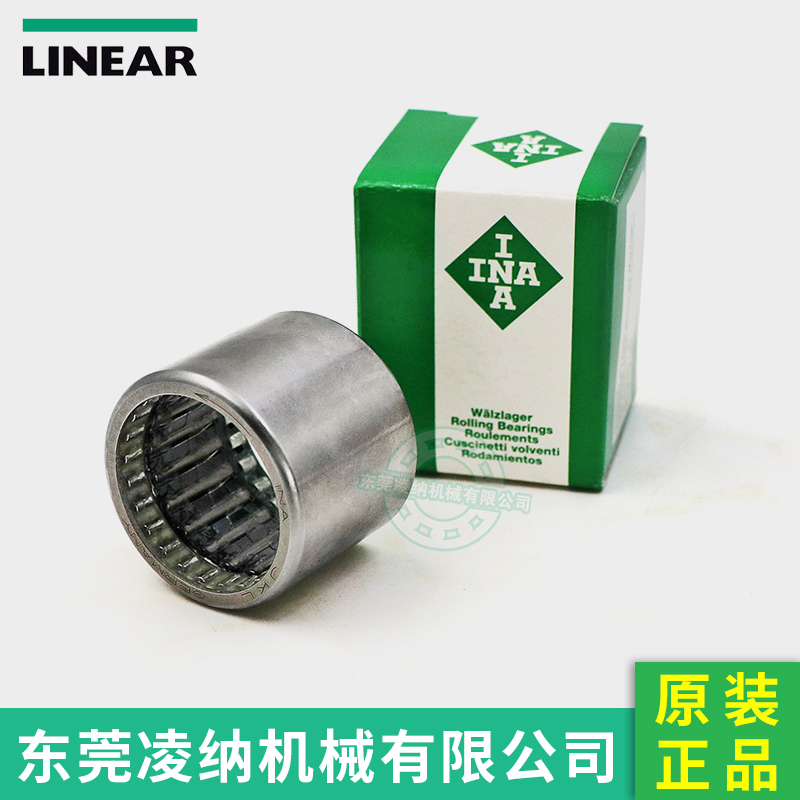 INA滾針軸承 HFL2530 配件號00.550.0944 東莞代理商(圖文)
INA滾針軸承 HFL2530 配件號00.550.0944 東莞代理商(圖文) 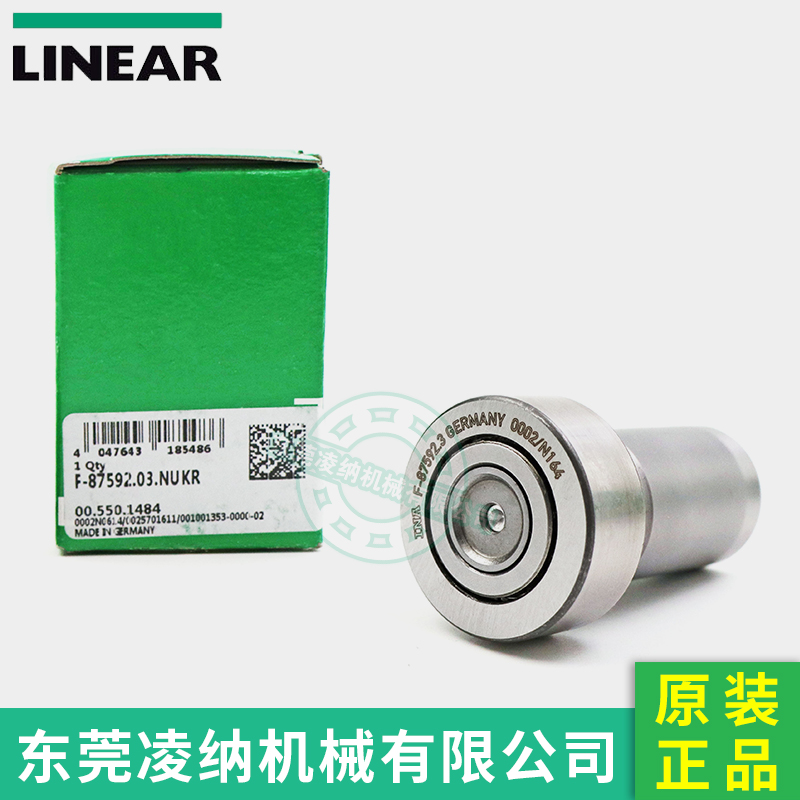 F-87592.03.NUKR 德國INA原裝進口 海德堡印刷機翻轉開牙球軸承 東莞凌納現貨
F-87592.03.NUKR 德國INA原裝進口 海德堡印刷機翻轉開牙球軸承 東莞凌納現貨 

隨著螺母國標的普及重視,螺母輸送機越來越受歡迎。對于使用點焊機的企業操作工人及企業更是樂意使用,這樣的自動化機械,人性化的產品,對于保護企業員工的安全,企業的形象,工作流程的標準制定,消除安全事故隱患及減少不必要的費用開支,起到了積極正面的作用。在汽車及其零部件中,許多工件是通過螺母或者螺栓來進行連接的。
針對目前采用的焊接設備存在的缺點,深圳市祥豐自動化設備有限公司推出了固定式點焊機螺母螺釘輸送機,很好地解決了點焊中螺母及螺栓的焊接與輸送的問題,實現了從螺母的輸送到焊機的焊接全過程自動化,并能方便地使輸送機和焊機接入生產流水線,若能與機器人配套使用,則還能實現無人化操作。

可靠的安全性、不會松脫,可以提高人身和設備的安全保障能力,避免事故發生,避免現場燒割。
節能、環保性,防松性能保持不變。減少了煉鋼、表面處理、運輸等生產過程中造成的污染。
為用戶設計采購、安裝維修提供方便,同時也為用戶節約了成本,為社會節約了資源。

低能耗
高精度
無側隙、剛性高
傳動效率高、靈敏度高、傳動平穩、磨損小、壽命長、可消除軸向間隙、提高軸向剛度等。

ZM06 ZM08 ZM10
ZM12 ZM15 ZMA15/33
ZM17 ZM20 ZMA20/38
ZMA20/52 ZM25 ZMA25/45
ZM2A25/58 ZM35 ZMA35/58
ZMA35/70 ZM40 ZMA40/62
ZMA40/75 ZM45 ZMA45/68
ZMA45/85 ZM50 ZMA50/75
ZMA50/92 ZM55 ZMA55/98
ZM60 ZMA60/98 ZM65
ZMA65/105 ZM70 ZMA70/110
ZM75 ZMA75/125 ZM80
ZMA80/120 ZM85 ZM90
ZMA90/130 ZMA90/155 ZM100
ZMA100/140 ZM105 ZM110
ZM115 ZM120 ZM125
ZM130 ZM140 ZM150

對螺母表面處理的質量判斷,更主要是檢查螺母的防腐蝕能力是否有效增加,及增加的幅度是否符合預期要求。螺母經過表面處理之后,可以呈現出更為美觀的外表,螺母本身的防腐蝕能力也會有所提高。更主要的目的是使螺母本身獲得防腐蝕能力,以增加螺母使用的可靠性和適應性。
給螺母表面做電鍍、熱浸鍍鋅、機械鍍是使用最普遍的方法,下面我們分別介紹。
螺母的電鍍:螺母的電鍍是指將螺母中需要被電鍍的部分浸入特定的水溶液中,水溶液里會含有一些沉積的金屬化合物,這樣在以電流通過水溶液后,溶液內的金屬物質析出并附著在螺母的浸入部分上。螺母的電鍍一般包括鍍鋅、銅、鎳、鉻、銅鎳合金等。
螺母的熱浸鍍鋅:螺母的熱浸鍍鋅是將碳鋼成分的螺母浸入到熱度約為510℃的溶化鋅的鍍槽內,這樣螺母表面上的鐵鋅合金會轉變為鈍化鋅,從而獲得表面處理效果。螺母的機械鍍:螺母的機械鍍是指通過特定物理和化學手段,以鍍層金屬的粉,來沖擊螺母的表面,這樣鍍層金屬就通過冷焊的形式,在螺母表面形成涂層,達到表面處理效果。螺母的機械鍍主要適用于螺釘、螺帽和墊片等備件。



高強度螺母連接具有施工簡單、受力性能好、可拆換、耐疲勞、以及在動力荷載作用下不致松動等優點,是很有發展前途的連接方法。
高強度螺母是用特制的扳手上緊螺帽,使螺栓產生巨大而又受控制的預拉力,通過螺帽和墊板,對被連接件也產生了同樣大小的預壓力。在預壓力作用下,沿被連接件表面就會產生較大的摩擦力,顯然,只要軸力小于此摩擦力,構件便不會滑移,連接就不會受到破壞,這就是高強度螺栓連接的原理。高強度螺母實際上有摩擦型和承壓型兩種。
摩擦型高強度螺栓承受剪力的準則是設計荷載引起的剪 力不超過摩擦力。承壓型高強度螺栓則是以桿身不被剪壞或板件不被壓壞為設計準則。另外,高強度螺栓是不可以重復使用的。
一種很常見的方法是在主軸的工作端安裝一個列圓柱滾子軸承和一個雙列角接觸推力球軸承,而同時在主軸的驅動端使用一個雙列圓柱滾子軸承。這種配置可以確保很長的工作壽命和極佳的剛性,從而生產出優質工件。而且,從運動學的角度而言軸承可以穩定地工作,因為兩種類型的軸承(徑向和軸向)分別承載了施加到主軸上的負荷(事實上,為了防止角接觸推力球承承載徑向負荷,外國外徑有特殊的公差可以確保其決不會接觸軸承座)。在設計這些類型的主軸時(這通常適用于負荷較重時),一條有關軸承位于軸上何處的經驗法則是前后支撐的中心之間的距離為軸承內徑的3—3,5倍。
在需要較高速度時(即高速加工中心或內圓磨削),需要找出不同的軸承解決方案。很明顯,在這些情況下需要在剛度和承載能力方面作出一點犧牲。高速應用通常采用由直聯電機和/或聯軸器的直接驅動主軸(即所謂的機動主軸)

