 印刷機(jī)軸承F553575.01.NUP SEW型號(hào)
印刷機(jī)軸承F553575.01.NUP SEW型號(hào)  機(jī)床主軸軸承HCB7008-C-T-P4S-UL型號(hào)
機(jī)床主軸軸承HCB7008-C-T-P4S-UL型號(hào)  羅蘭印刷機(jī)F-27991.03.NKIA開牙球軸承
羅蘭印刷機(jī)F-27991.03.NKIA開牙球軸承  F-53125.02德國(guó)原裝進(jìn)口海德堡印機(jī)滾針軸承00.550.0322
F-53125.02德國(guó)原裝進(jìn)口海德堡印機(jī)滾針軸承00.550.0322 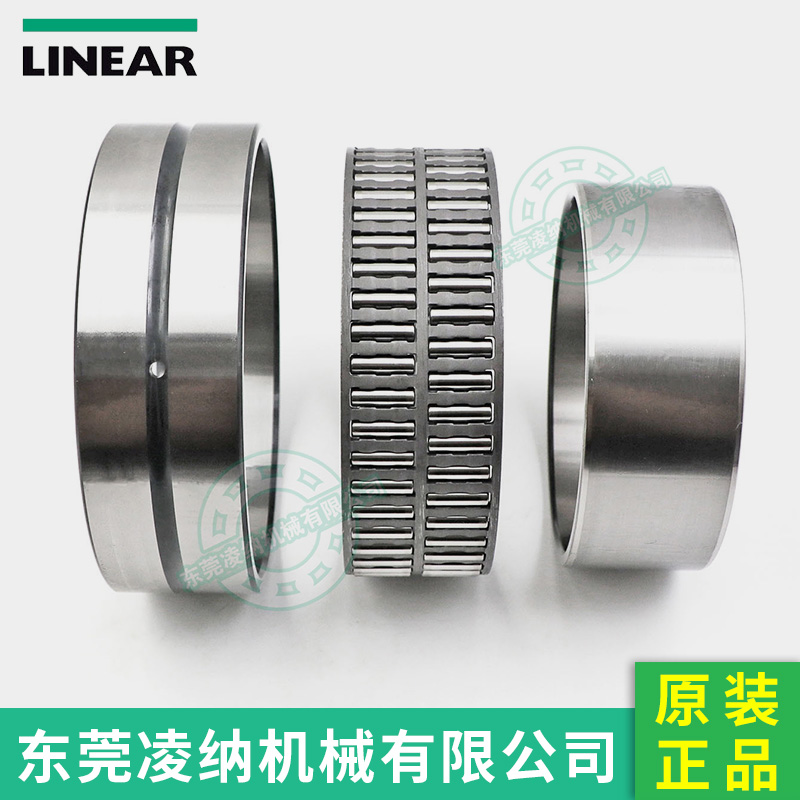 K110x117x40ZWF 德國(guó)INA原裝進(jìn)口 海德堡印刷機(jī)軸承 00.550.0622 東莞凌納現(xiàn)貨供應(yīng)(圖文)
K110x117x40ZWF 德國(guó)INA原裝進(jìn)口 海德堡印刷機(jī)軸承 00.550.0622 東莞凌納現(xiàn)貨供應(yīng)(圖文)  AXK5070 德國(guó)INA原裝 推力滾針軸承和保持架組件 推力軸承墊圈 東莞凌納現(xiàn)貨供應(yīng)(圖文)
AXK5070 德國(guó)INA原裝 推力滾針軸承和保持架組件 推力軸承墊圈 東莞凌納現(xiàn)貨供應(yīng)(圖文)  K110x117x40ZWF 德國(guó)INA原裝進(jìn)口 海德堡印刷機(jī)軸承 00.550.0620 東莞凌納現(xiàn)貨供應(yīng)(圖文)
K110x117x40ZWF 德國(guó)INA原裝進(jìn)口 海德堡印刷機(jī)軸承 00.550.0620 東莞凌納現(xiàn)貨供應(yīng)(圖文) 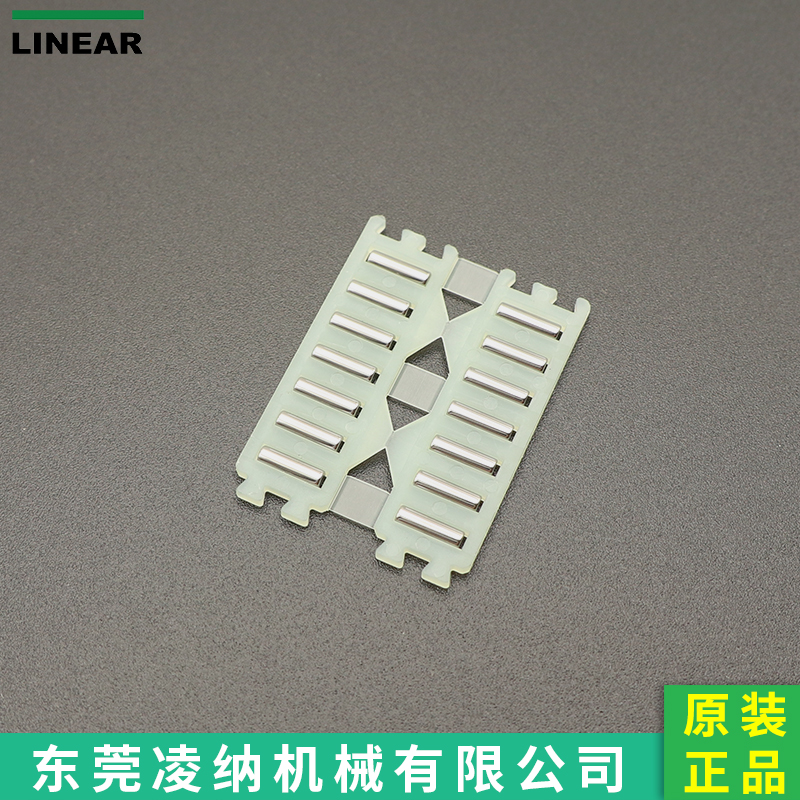 滾針平板保持架 FF2025-ZW 配件號(hào) 00.550.1267 現(xiàn)貨供應(yīng) 東莞凌納機(jī)械(圖文)
滾針平板保持架 FF2025-ZW 配件號(hào) 00.550.1267 現(xiàn)貨供應(yīng) 東莞凌納機(jī)械(圖文) 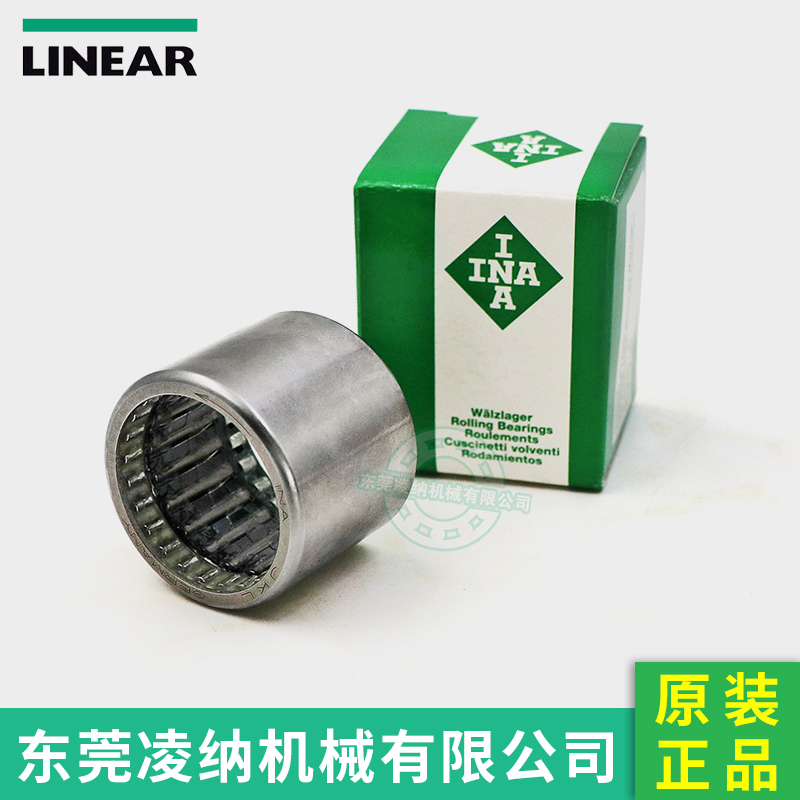 INA滾針軸承 HFL2530 配件號(hào)00.550.0944 東莞代理商(圖文)
INA滾針軸承 HFL2530 配件號(hào)00.550.0944 東莞代理商(圖文) 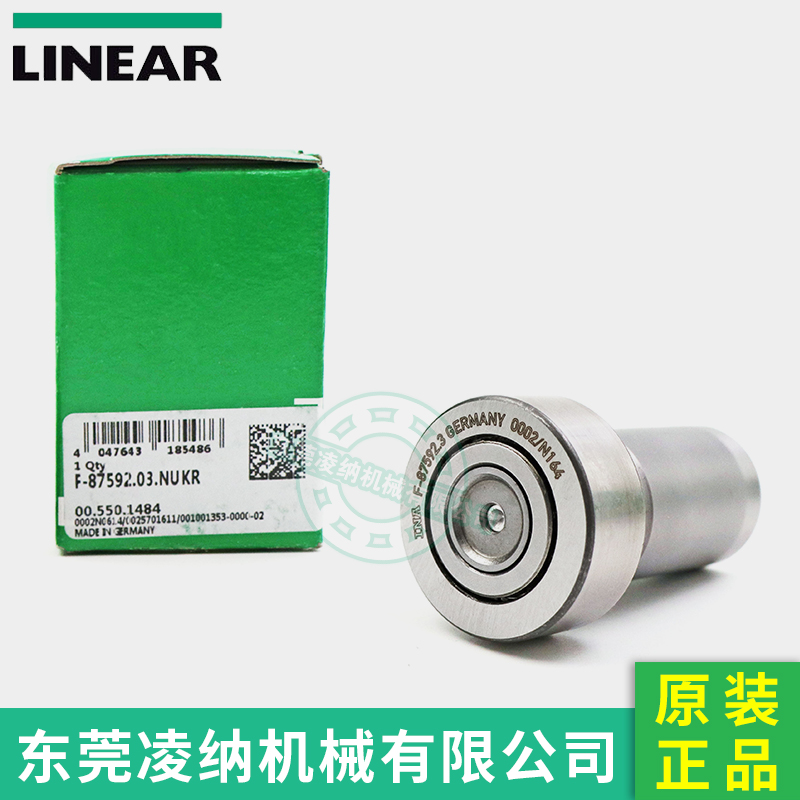 F-87592.03.NUKR 德國(guó)INA原裝進(jìn)口 海德堡印刷機(jī)翻轉(zhuǎn)開牙球軸承 東莞凌納現(xiàn)貨
F-87592.03.NUKR 德國(guó)INA原裝進(jìn)口 海德堡印刷機(jī)翻轉(zhuǎn)開牙球軸承 東莞凌納現(xiàn)貨 

精密縮緊螺母是所有生產(chǎn)制造機(jī)械必須用的一種原件。螺母的種類繁多,我們常見的有國(guó)標(biāo)、英標(biāo)、美標(biāo)、日標(biāo)的螺母。螺母根據(jù)材質(zhì)的不同,分為高強(qiáng)度,國(guó)標(biāo),普標(biāo),普通幾大類型。要據(jù)大小不同,螺紋不等分為不同的規(guī)格。螺母是將機(jī)械設(shè)備緊密連接起來的零件。通過內(nèi)側(cè)的螺紋,與螺桿緊緊連接在一起。

1.結(jié)構(gòu)簡(jiǎn)單
2.加工方便
3.制造成本低
4.具有自鎖功能,但其摩擦阻力矩大、傳動(dòng)效率低(30%-40%)

AM15
AM17
AM20
AM25
AM30
AM30/65
AM35/58
AM35
AM40
AM40/85
AM45
AM50
AM55
AM60
AM65
AM70
AM75
AM80
AM85
AM90
AM100
AM110
AM120

INA精密鎖緊螺母在一定程度上影響了整個(gè)軸承的運(yùn)轉(zhuǎn)穩(wěn)定性,在一定程度上說屬于重要地位。這些小零件往往會(huì)讓整個(gè)軸承機(jī)器罷工。這就體現(xiàn)了“牽一發(fā)而動(dòng)全身”的道理了。矯正螺母的差值是提高機(jī)床改造精度的又一方面。由于螺母內(nèi)圈存在螺紋,因此每個(gè)螺母在擰緊后會(huì)存在一定的差值,可能會(huì)造成軸承存在些許傾斜和誤差。矯正這個(gè)差值可以通過擰緊螺母后修正偏差值的方式將誤差值降至最小。具體的操作方法是,首先將主軸軸承的螺母擰緊,測(cè)量是其偏轉(zhuǎn)的差值,并在螺母上標(biāo)記出偏差的具體位置;其次將螺母擰下,在做出標(biāo)記的位置按照記錄的偏差值打磨修正;然后再將螺母擰緊重新測(cè)量偏差值。通過反復(fù)重復(fù)這個(gè)過程直至主軸的旋轉(zhuǎn)精度達(dá)到標(biāo)準(zhǔn)為止。
第一種是用兩個(gè)一樣的螺母擰在同一支螺栓上,在兩個(gè)螺母之間附加一個(gè)擰緊力矩,使得螺栓連接可靠。
第二種是專用的防松螺母,需要和一種可以防松墊片一起使用。專用的防松螺母不是六角螺母,而是一中圓螺母,在螺母的圓周上開有3個(gè)、4個(gè)、6個(gè)或者8個(gè)缺口(視螺母大小和生產(chǎn)廠家產(chǎn)品系列不同而異),這幾個(gè)缺口既是擰緊工具的著力點(diǎn),又是防松墊片卡口的卡入處。
第三種是在螺母的外圓表面至內(nèi)圓螺紋面鉆有貫穿的螺紋孔(一般是2個(gè),在外圓面呈90分布),用來擰入小直徑的沉頭螺釘,目的是給螺紋施加一個(gè)向心方向的力,防止鎖緊螺母松開。目前市場(chǎng)上銷售的質(zhì)量比較好的鎖緊螺母在螺母的內(nèi)圓面鑲有與該鎖緊螺母螺紋一致的銅制小塊,用于避免徑向頂緊螺釘直接與被鎖螺紋接觸而損壞后者。 這種鎖緊螺母在旋轉(zhuǎn)運(yùn)動(dòng)類零件的軸端鎖緊場(chǎng)合逐步開始應(yīng)用,比如滾珠絲杠安裝端軸承的防松。
INA精密鎖緊螺母給軸承運(yùn)轉(zhuǎn)帶來極大便利,軸承技術(shù)日新月異,不斷變更,不斷發(fā)展,未來的路就在我們腳下,如果我們想要有更快的進(jìn)步就要站在更精確的角度讓時(shí)代發(fā)展更加的快速。



1、使用螺母讓板材背面保持完全嵌平;
2、安裝和方法和原理雖然已確定,但螺母還是需要專用的設(shè)備來進(jìn)行操作,這也是保證螺母在安裝完成后能夠保持穩(wěn)定的工作性能不可或缺的因數(shù);
3、安裝時(shí)應(yīng)該保持螺母和螺柱的頭部垂直平衡,均勻的下壓;

